 English
English  日本語
日本語  français
français  Deutsch
Deutsch  Español
Español  italiano
italiano  русский
русский  português
português  العربية
العربية  română
română  Nederland
Nederland  日本語
日本語 





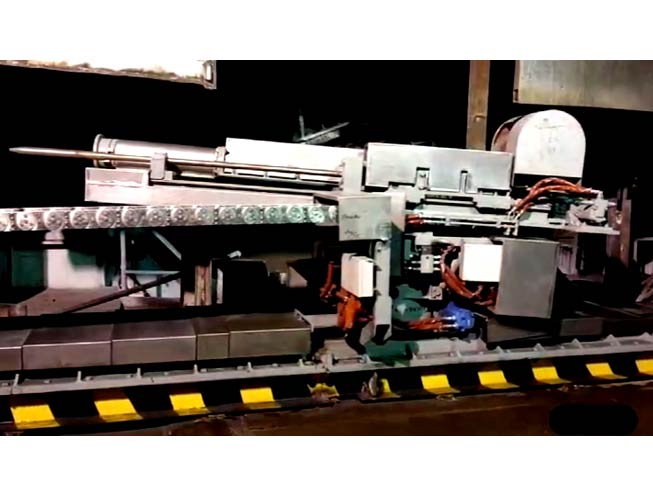
炉タップ穴機
マニピュレーターは、銅製錬炉のスラグポートの開閉に使用されます。銅製錬炉スラグポートの手動操作プロセスと使用ツールに従って、リスクが高く汚染の多い環境での手動作業の代わりに、自動制御インテリジェント操作を使用する穴掘りロボットアームを開発しました。
SIDEBAR_CONTACT_US

0086-379-64087240
マニピュレーターは、銅製錬炉のスラグポートの開閉に使用されます。銅製錬炉スラグポートの手動操作プロセスと使用ツールに従って、リスクが高く汚染の多い環境での手動作業の代わりに、自動制御インテリジェント操作を使用する穴掘りロボットアームを開発しました。
炉タップホールマシンは、通常、ガンチューブ装置、前進および後退装置、回転装置、角度調整装置などで構成されています。銅を製錬した後の開閉に使用されます  陽極炉銅製錬 炉。炉タッピングマシンには、電気、油圧、空気圧の3つの構造形式があります。 CICが開発したファーネスタッピングマシンは、自動制御とインテリジェントな操作を採用しており、高リスクで高汚染の環境での手作業に取って代わることができます。それまでの間、これらは 
タッピング装置は、ベース、トラック、ストリップの歯、および噛み合う可動ギアで構成されています。ベースの上部にはトラックが固定されており、ストリップの歯はベースの上部の中央に固定されて配置されており、ストリップの歯には歯が付いています。噛み合う可動歯車はストリップの歯に配置され、噛み合う可動歯車はストリップの歯と噛み合う。従動輪は噛み合う可動歯車の正しい位置に固定的に配置され、駆動輪は従動輪の上部位置に固定的に配置され、駆動モーターは駆動輪の正しい位置に固定的に配置される。支持体は軌道上に配置され、支持体は軌道に接触して移動します。
回転機構は支持体に固定的に配置され、支柱は回転機構の上部に固定して配置されています。回転軸は、支柱とオープンアームサポートおよびクローズドアームサポート全体を接続する接続体に固定的に配置されています。最初の油圧シリンダーの下部は支柱に固定されており、上部はオープンアームサポートの右端に固定されています。 2番目の油圧シリンダーの下部は支柱に固定されており、上部はプラギングアームサポートの右端に固定されています。モバイルデバイスは、それぞれオープンアームサポートとクローズドアームサポートに固定されています。オープニングアームはオープニングアームサポートに固定的に配置され、プラギングアームはプラギングアームサポートに固定的に配置されます。泥取り容器はプラギングアームの裏側に固定的に配置され、押出成形装置はプラギングアームの前側に固定的に配置されている。油圧パイプを開閉するための2つの油圧パイプ開閉ホイールがあり、1つはオープニングアームの右端の上部に固定され、もう1つは右端の上部に固定されています。アームを差し込む。

1。マニピュレータは7軸リンケージの機能を持っています。炉の水平中心線を基準に、200mm / sの移動速度とギアとラックで駆動するモーターで、機械全体の水平移動を実現できます。
2。上部スイベル360°回転、回転速度10°/s。ウォームギアトランスミッションを採用。
3。ロボットアームは前後に伸び、ストロークは当初600mmと決定され(現場のプロセス要件に応じて調整可能)、速度は700mm / s、最大推力は1100kg、ドライブは油圧モーターです。< / p>
4。マニピュレータの上下スイング角度は21°、仰角3°、俯角18°、スイング速度5°/sです。油圧シリンダードライブ。
5。メカニカルアームの鋼製ドリルが破砕ハンマーの開口部を通過し、打撃頻度は700〜1200bpmです。マッドブロッキングシリンダーの推力は31.4knで、マッドボールは延長ロッドピストンから押し出されます。
6。マッドボール形成ツールは、マッドボールの端を形成するために使用されます。一度ロードすると、マッドボックスは自動的に何度も泥を取ります。
7。ステンレス鋼板と耐火物の全体的な保護、断熱、非結合性を備えた機器。

ポンプ圧力90kgf/cm²、最大110kgf /cm²、18.5kW×2...そのうちの1つはスタンバイです。比例弁制御を採用しています。

PLC制御方式を採用し、操作にはマンマシン対話モードを採用しています。操作ハンドルは機器全体の小型化モデルであり、フィールド機器のアクションプロセスは制御室で操作できます。
◉&nbsp;駆動ホイールは駆動装置の出力シャフトに固定接続されていますモーター、ドリブンホイール、噛み合う可動ギアは、接続シャフトを介して全体として固定されています。 ◉&nbsp;回転メカニズムは円形の回転体である回転ディスク。ロータリーディスクを駆動するための油圧モーターaがロータリーディスク内に配置され、油圧モーターaが油圧パイプを介して油圧ステーションに固定接続されています。 ◉&nbsp; タッピングアームは、3番目の油圧シリンダーである第3油圧シリンダは、下部の接続ブロックを介して可動装置の軌道上に配置され、第3油圧伸縮ロッドは、第3油圧シリンダの左端に固定的に配置され、鋼製ドリルロッドは、左位置に固定的に配置される。 3番目の油圧伸縮ロッドの;右側のサポートブロックはスチールドリルの左端に固定的に配置され、左側のサポートブロックはスチールドリルの左端に固定的に配置され、スチールドリルは右側のサポートブロックと左側のサポートブロック、右側のサポートを通過しますブロックと左側のサポートブロックはそれぞれモバイルデバイスのトラック上に配置され、右側のサポートブロックと左側のサポートブロックはトラックに接触して移動します。 適切なクリーニングオイルを選択 クリーニングオイルは、炉のタップホールマシンで圧力伝達、潤滑、冷却、およびシーリングの役割を果たします。洗浄油の不適切な選択は、炉タッピングマシンの早期故障と耐久性低下の主な理由です。クリーンオイルは、機械のニーズに応じて選択する必要があります。特別な状況で代替オイルを使用する必要がある場合、その性能は元のブランドと同じでなければなりません。異なるブランドの洗浄油を混合して、洗浄油の化学反応や性能変化を防ぐことはできません。ダークブラウン、ミルキーホワイト、独特の香りのクリーニングオイルは劣化したオイルであり、使用できません。 固形不純物が炉のタッピングマシンに混入するのを防ぎます 純粋なクリーンオイルは、開閉機の寿命です。 。オープニング・プラギングマシンには、ダンピングホールやギャップなどの精密カップリング部品が多数あります。固形不純物が侵入すると、精密カップリングにひずみが生じたり、ヘアピンやオイルダクトが詰まったりして、機械を開けて差し込む。一般的な固形不純物がオープニングおよびプラギングマシンに侵入する方法は次のとおりです。きれいなオイルはきれいではありません。汚れた給油ツール;不注意な給油、修理、メンテナンス。油圧部品の落屑など。次の点から、固形不純物がシステムに侵入するのを防ぐことができます。 洗浄油をろ過して充填し、給油ツールを確実に洗浄する必要があります。給油速度のために、燃料タンクフィラーのフィルターを取り外さないでください。給油担当者は、固形不純物や繊維不純物が油に落ちるのを防ぐために、清潔な手袋と作業服を使用する必要があります。 拭き取り材料とハンマーを使用する必要がある場合は、繊維不純物を含まない材料とゴムを使用した特殊なハンマーを拭き取ります打撃面に取り付けられているものを選択する。油圧部品と油圧ホースは、高圧空気で乾燥させた後、注意深く洗浄して組み立てる必要があります。パッケージが損傷していないフィルターエレメントを選択します(内部パッケージが損傷している場合、フィルターエレメントが損傷していない場合でも、汚れている可能性があります)。オイルを交換しながらフィルターを清掃し、フィルターエレメントを取り付ける前に、フィルターハウジングの内側の底を拭き取り材で注意深く清掃します。 炉タッピングマシン本体とプラギングマシンの軌道上およびその周辺に障害物がないかどうかを確認します。トロリー。障害物がある場合は、すぐに清掃してください。 すべての固定ボルトが固定されていることを確認してください。 すべての操作ハンドルを確認してください。停止位置にあります。 各オイルパイプをチェックして、現場に損傷や漏れがないことを確認します。 チェックオイルタンク内のオイルレベルが正常かどうか。オイルレベルが低すぎる場合は、耐摩耗性オイルと圧油を適時に追加する必要があります。 すべての潤滑部品を確認し、潤滑オイルを追加します。 ファーネスタッピングマシンのすべての部品が正常に動作するかどうかを確認し、トロリーとオイルシリンダーを試運転します。 炉タップホールマシンのメンテナンス方法
炉タッピングマシン起動前の準備



Contact Us



